The world can no longer postulate a scenario that maintains global temperature rise at or below 4 degrees C, without significant removal of existing CO2 from the air. Based on the amount of CO2 already in the atmosphere (over 406 ppm) and the steady increase in CO2 emissions to the atmosphere, even the best possible efforts at reduction will fail to achieve a halt to warming at or below 4 degrees C.
The climate change crisis is so far advanced that even drastically cutting greenhouse gas emissions won’t prevent a convulsive future by itself — the amount of greenhouse gases already in the atmosphere ensures dire trouble ahead. A forward-looking calculation might postulate a need to return to 350 ppm and acknowledge that by 2040 we will be at 450 ppm.
The most plausible way out is to combine emission cuts with “negative-emission” or “drawdown” technologies, which pull greenhouse gases out of the atmosphere and into the other pools. Thus, it is essential that a general application capture technology is found to complement conservation, carbon reduction and site capture efforts.
ASU has entered the detail design phase for a passive direct air capture of CO2. The harvest devices being engineered for production use a resin inside a fabric to capture the CO2 when exposed to air, and a water spray to release the CO2 into an enclosed harvest chamber. Currently, the designed device produces a capture concentration of 5 percent to air. Back-end concentration systems are available to achieve higher concentrations of CO2 to air.
After several years of laboratory development of air capture technology, ASU is now committed to designing a fully functional direct air capture technology. The goal of the current project is to create engineering drawings and specifications for two CO2 air capture designs that incorporate lessons from the past and are sufficiently detailed to the point that cost estimates are feasible. The two designs are a continuous belt design and a smaller batch process design.
The ASU products would collect CO2 either as a street cleaner (which sends its output to a dump) or as a sky-miner (which sends its output to an application). The current engineering favors the sky-miner approach as we are currently working with several corporations who have a need for CO2. Carbon capture technology acts as insurance, providing a path to permanent CO2 storage or the ability to convert CO2 to products such as plastics, carbon fiber, cement, and to agricultural & food applications. The rate-limiting step in this process is extracting CO2 from the environment.
ASU is working to provide the missing link. We will not entirely eliminate emissions from cars, trucks, ships and airplanes, so the alternatives are to pull the CO2 back out of the air or give up on fossil fuels. The latter would seriously interfere with the world’s energy and transportation systems. We have waited too long and now must recognize that mitigating CO2 is not good enough – we need to remove a portion of the existing, and future, CO2 from our air.
Since the beginning of the industrial revolution, approximately 2 trillion metric tons of carbon dioxide has been added to Earth’s atmosphere. If a portion of it can be removed and used, this excess CO2 offers unprecedented economic opportunities that can catalyze innovation in agriculture, manufacturing and other industries while spurring the growth of new markets. The widespread use of carbon removal and conversion technologies can reduce climate risk, generate jobs and bring critical environmental benefits.
Once fabricated, CO2 direct air capture equipment will serve clients who are seeking to offset their CO2 release and clients who seek CO2 for production. For example, data centers and industrial production clients have need of CO2 capture to mitigate CO2 release into the environment, while agricultural greenhouses and algae growers require additional CO2 for production. The capture equipment would be deployed at the location in need of CO2. One of the advantages of the ASU device is the ability to locate the capture device at the same site as the need.
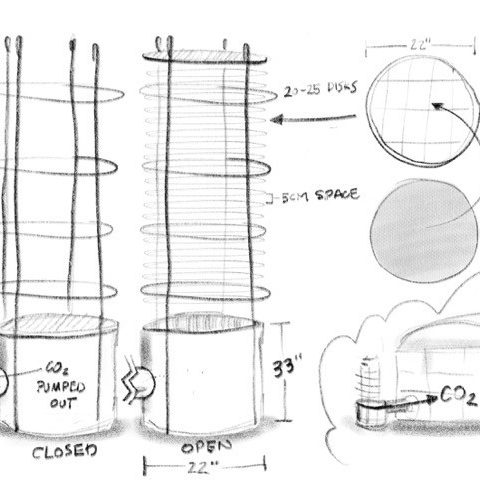
Figure One – Tiburio a batch process
Because CO2 in the air is very dilute (400 parts per million by volume), CO2 collectors must not invest a significant amount of energy to draw in bulk air. Heating or cooling the air, drying the air, or significantly changing the air pressure would exceed any reasonable energy budget. Therefore, our technology uses a sorbent-based system which selectively binds CO2 from the air stream. Therefore, our technology does not need to invest energy into processing air.
In contacting the air, a passive collector avoids the use of fans and blowers. Air is brought to the collector and passes over and through surfaces in the collector by natural air flow and pressure difference created by wind. This design decision minimizes energy consumption by avoiding the energy requirements of fans or blowers. The advantage is that contacting the air requires no energy unlike in competing designs which require a large energy draws for capture. Our natural air flow design assumes that the sorbent material moves from a position where it is exposed to open air and wind to a second location, the regeneration harvest chamber, where the collected CO2 is removed from the sorbent with water and air flow. The material currently chosen for the two designs absorbs best when dry and releases CO2 when wet.
The Tiburio batch process design – The batch process as shown in figure #1 collects CO2 when raised above a circular chamber, and collects the CO2 when the fabric material is inside the sealed chamber.
The Continuous Loop Design - The production or harvesting of the CO2 occurs within the chamber as air passes over the belt (the absorption material). The belt will move into the Chamber across the water to prepare the belt for the CO2 harvest. This water chamber, or U-tube, will act as a natural seal for the system. In the Chamber, an air flow will “harvest” the CO2 and deliver the CO2 mixed with air to a secondary tank or application (such as a greenhouse). As the Belt leaves the Chamber, it will be dried before passing back into a collection mode.
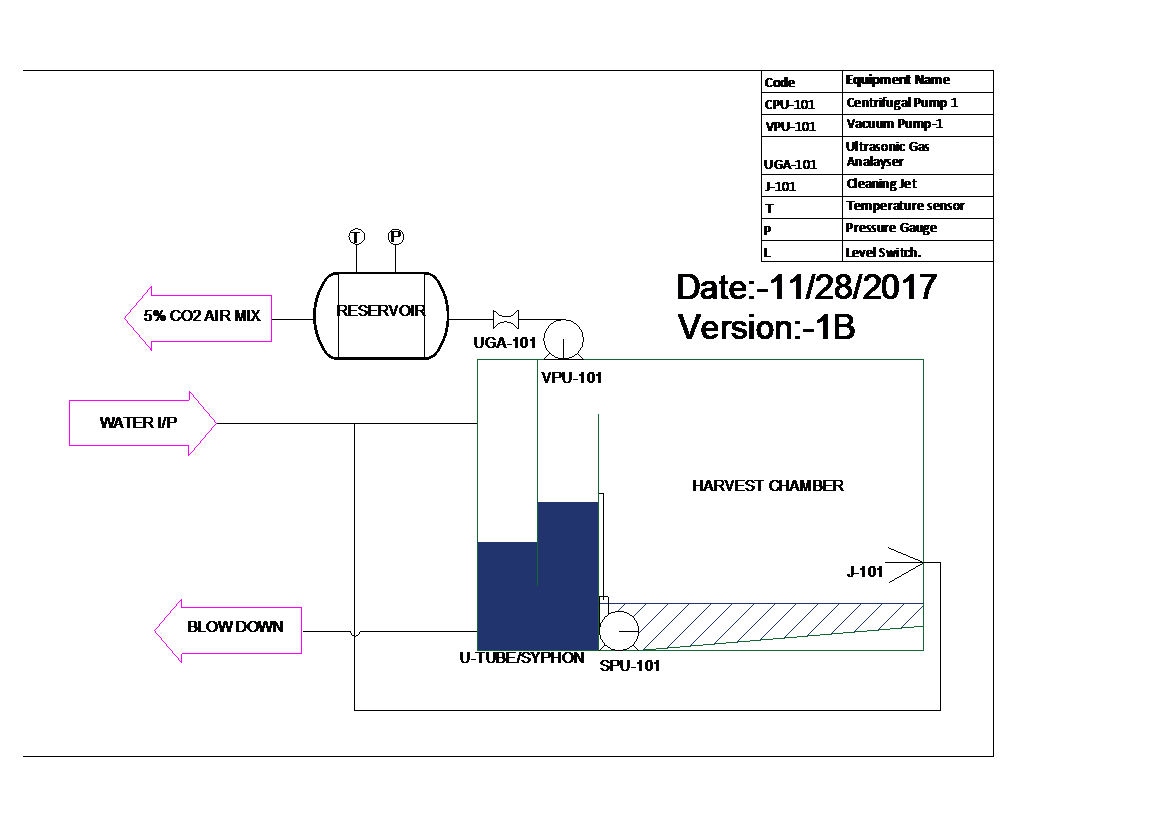
Figure Two, Continuous Loop Belt design
One of the most powerful means of cost reductions is mass-manufacture of goods. As a result, ASU is designing the capture equipment to be built in a fabrication facility and to be mass produced to satisfy potentially large demand. Equipment with large size and weight introduces several challenges including fabrication costs, less “off the shelf” procurement and restrictions on siting. Therefore, rather than scaling up in size, we will scale up in quantity. While this may not reduce the cost for the first-of-a-kind device, it will create the consistent reduction in cost as more air capture technology is produced. This decision keeps the size of the device relatively small and meets our requirement that the final device is packaged into a standard shipping container so that it can easily be delivered to its point of use. Therefore, the design will focus on “off the shelf” parts, equipment and material.
Moisture swing technology for direct air capture trades geographic limitations on its use for more efficient less costly carbon dioxide capture technologies. The point of this note is to show that unit for unit, the moisture swing sorbent has the potential to undercut the costs of competitors and that it, therefore, makes for an exciting and important approach to a novel technology. Our approach to direct air capture is more innovative and therefore riskier, but in taking those risks, it aims to overcome all the challenges critics have raised, and which manifestly plague all the other options.
In conclusion, the direct air capture concept developed at ASU is arguably the most efficient CO2 capture design currently in detailed engineering. ASU has two basic designs currently in the final phases of engineering. The next step is to build an operating scale model.
For more information, please contact Samson Szeto, Communications Program Coordinator for ASU LightWorks®.
 The world can no longer postulate a scenario that maintains global temperature rise at or below 4 degrees C, without significant removal of existing CO2 from the air. Based on the amount of CO2 already in the atmosphere (over 406 ppm) and the steady increase in CO2 emissions to the atmosphere, even the best possible efforts at reduction will fail to achieve a halt to warming at or below 4 degrees C.
The climate change crisis is so far advanced that even drastically cutting greenhouse gas emissions won’t prevent a convulsive future by itself — the amount of greenhouse gases already in the atmosphere ensures dire trouble ahead. A forward-looking calculation might postulate a need to return to 350 ppm and acknowledge that by 2040 we will be at 450 ppm.
The most plausible way out is to combine emission cuts with “negative-emission” or “drawdown” technologies, which pull greenhouse gases out of the atmosphere and into the other pools. Thus, it is essential that a general application capture technology is found to complement conservation, carbon reduction and site capture efforts.
ASU has entered the detail design phase for a passive direct air capture of CO2. The harvest devices being engineered for production use a resin inside a fabric to capture the CO2 when exposed to air, and a water spray to release the CO2 into an enclosed harvest chamber. Currently, the designed device produces a capture concentration of 5 percent to air. Back-end concentration systems are available to achieve higher concentrations of CO2 to air.
The world can no longer postulate a scenario that maintains global temperature rise at or below 4 degrees C, without significant removal of existing CO2 from the air. Based on the amount of CO2 already in the atmosphere (over 406 ppm) and the steady increase in CO2 emissions to the atmosphere, even the best possible efforts at reduction will fail to achieve a halt to warming at or below 4 degrees C.
The climate change crisis is so far advanced that even drastically cutting greenhouse gas emissions won’t prevent a convulsive future by itself — the amount of greenhouse gases already in the atmosphere ensures dire trouble ahead. A forward-looking calculation might postulate a need to return to 350 ppm and acknowledge that by 2040 we will be at 450 ppm.
The most plausible way out is to combine emission cuts with “negative-emission” or “drawdown” technologies, which pull greenhouse gases out of the atmosphere and into the other pools. Thus, it is essential that a general application capture technology is found to complement conservation, carbon reduction and site capture efforts.
ASU has entered the detail design phase for a passive direct air capture of CO2. The harvest devices being engineered for production use a resin inside a fabric to capture the CO2 when exposed to air, and a water spray to release the CO2 into an enclosed harvest chamber. Currently, the designed device produces a capture concentration of 5 percent to air. Back-end concentration systems are available to achieve higher concentrations of CO2 to air.
 After several years of laboratory development of air capture technology, ASU is now committed to designing a fully functional direct air capture technology. The goal of the current project is to create engineering drawings and specifications for two CO2 air capture designs that incorporate lessons from the past and are sufficiently detailed to the point that cost estimates are feasible. The two designs are a continuous belt design and a smaller batch process design.
The ASU products would collect CO2 either as a street cleaner (which sends its output to a dump) or as a sky-miner (which sends its output to an application). The current engineering favors the sky-miner approach as we are currently working with several corporations who have a need for CO2. Carbon capture technology acts as insurance, providing a path to permanent CO2 storage or the ability to convert CO2 to products such as plastics, carbon fiber, cement, and to agricultural & food applications. The rate-limiting step in this process is extracting CO2 from the environment.
ASU is working to provide the missing link. We will not entirely eliminate emissions from cars, trucks, ships and airplanes, so the alternatives are to pull the CO2 back out of the air or give up on fossil fuels. The latter would seriously interfere with the world’s energy and transportation systems. We have waited too long and now must recognize that mitigating CO2 is not good enough – we need to remove a portion of the existing, and future, CO2 from our air.
Since the beginning of the industrial revolution, approximately 2 trillion metric tons of carbon dioxide has been added to Earth’s atmosphere. If a portion of it can be removed and used, this excess CO2 offers unprecedented economic opportunities that can catalyze innovation in agriculture, manufacturing and other industries while spurring the growth of new markets. The widespread use of carbon removal and conversion technologies can reduce climate risk, generate jobs and bring critical environmental benefits.
Once fabricated, CO2 direct air capture equipment will serve clients who are seeking to offset their CO2 release and clients who seek CO2 for production. For example, data centers and industrial production clients have need of CO2 capture to mitigate CO2 release into the environment, while agricultural greenhouses and algae growers require additional CO2 for production. The capture equipment would be deployed at the location in need of CO2. One of the advantages of the ASU device is the ability to locate the capture device at the same site as the need.
After several years of laboratory development of air capture technology, ASU is now committed to designing a fully functional direct air capture technology. The goal of the current project is to create engineering drawings and specifications for two CO2 air capture designs that incorporate lessons from the past and are sufficiently detailed to the point that cost estimates are feasible. The two designs are a continuous belt design and a smaller batch process design.
The ASU products would collect CO2 either as a street cleaner (which sends its output to a dump) or as a sky-miner (which sends its output to an application). The current engineering favors the sky-miner approach as we are currently working with several corporations who have a need for CO2. Carbon capture technology acts as insurance, providing a path to permanent CO2 storage or the ability to convert CO2 to products such as plastics, carbon fiber, cement, and to agricultural & food applications. The rate-limiting step in this process is extracting CO2 from the environment.
ASU is working to provide the missing link. We will not entirely eliminate emissions from cars, trucks, ships and airplanes, so the alternatives are to pull the CO2 back out of the air or give up on fossil fuels. The latter would seriously interfere with the world’s energy and transportation systems. We have waited too long and now must recognize that mitigating CO2 is not good enough – we need to remove a portion of the existing, and future, CO2 from our air.
Since the beginning of the industrial revolution, approximately 2 trillion metric tons of carbon dioxide has been added to Earth’s atmosphere. If a portion of it can be removed and used, this excess CO2 offers unprecedented economic opportunities that can catalyze innovation in agriculture, manufacturing and other industries while spurring the growth of new markets. The widespread use of carbon removal and conversion technologies can reduce climate risk, generate jobs and bring critical environmental benefits.
Once fabricated, CO2 direct air capture equipment will serve clients who are seeking to offset their CO2 release and clients who seek CO2 for production. For example, data centers and industrial production clients have need of CO2 capture to mitigate CO2 release into the environment, while agricultural greenhouses and algae growers require additional CO2 for production. The capture equipment would be deployed at the location in need of CO2. One of the advantages of the ASU device is the ability to locate the capture device at the same site as the need.
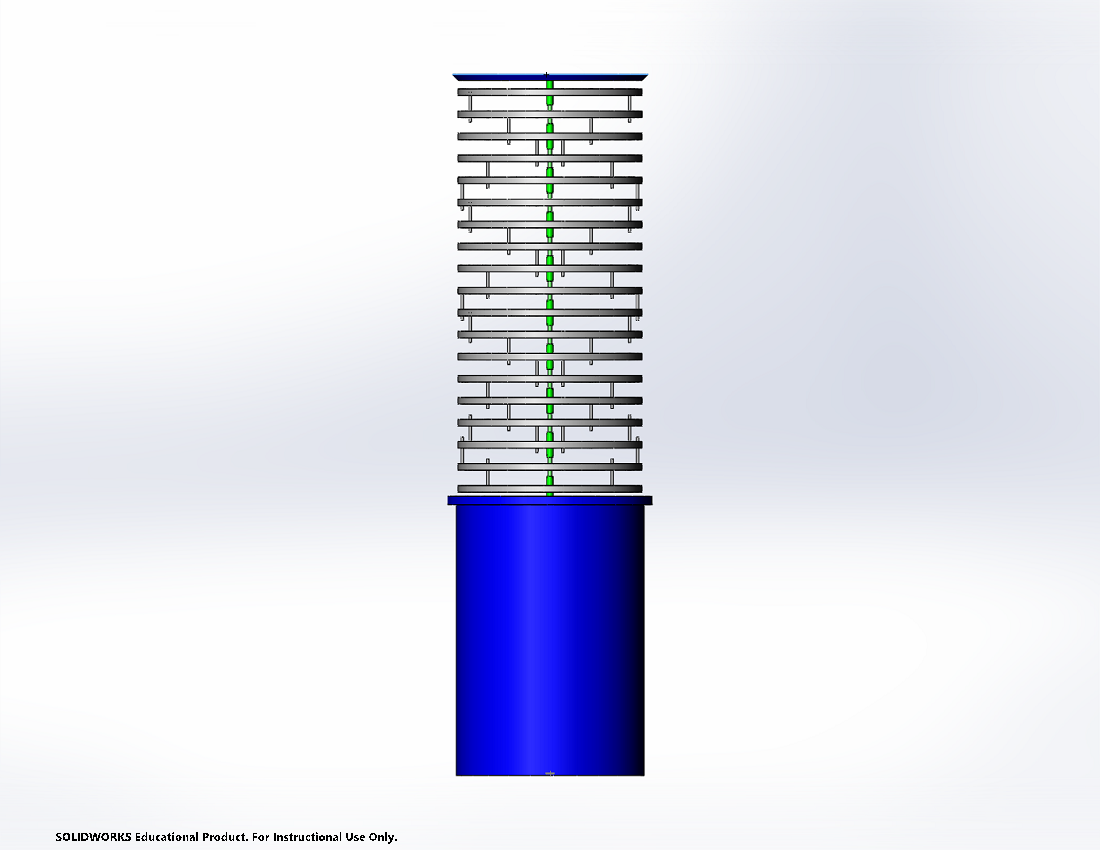 Figure One – Tiburio a batch process
Because CO2 in the air is very dilute (400 parts per million by volume), CO2 collectors must not invest a significant amount of energy to draw in bulk air. Heating or cooling the air, drying the air, or significantly changing the air pressure would exceed any reasonable energy budget. Therefore, our technology uses a sorbent-based system which selectively binds CO2 from the air stream. Therefore, our technology does not need to invest energy into processing air.
In contacting the air, a passive collector avoids the use of fans and blowers. Air is brought to the collector and passes over and through surfaces in the collector by natural air flow and pressure difference created by wind. This design decision minimizes energy consumption by avoiding the energy requirements of fans or blowers. The advantage is that contacting the air requires no energy unlike in competing designs which require a large energy draws for capture. Our natural air flow design assumes that the sorbent material moves from a position where it is exposed to open air and wind to a second location, the regeneration harvest chamber, where the collected CO2 is removed from the sorbent with water and air flow. The material currently chosen for the two designs absorbs best when dry and releases CO2 when wet.
The Tiburio batch process design – The batch process as shown in figure #1 collects CO2 when raised above a circular chamber, and collects the CO2 when the fabric material is inside the sealed chamber.
The Continuous Loop Design - The production or harvesting of the CO2 occurs within the chamber as air passes over the belt (the absorption material). The belt will move into the Chamber across the water to prepare the belt for the CO2 harvest. This water chamber, or U-tube, will act as a natural seal for the system. In the Chamber, an air flow will “harvest” the CO2 and deliver the CO2 mixed with air to a secondary tank or application (such as a greenhouse). As the Belt leaves the Chamber, it will be dried before passing back into a collection mode.
Figure One – Tiburio a batch process
Because CO2 in the air is very dilute (400 parts per million by volume), CO2 collectors must not invest a significant amount of energy to draw in bulk air. Heating or cooling the air, drying the air, or significantly changing the air pressure would exceed any reasonable energy budget. Therefore, our technology uses a sorbent-based system which selectively binds CO2 from the air stream. Therefore, our technology does not need to invest energy into processing air.
In contacting the air, a passive collector avoids the use of fans and blowers. Air is brought to the collector and passes over and through surfaces in the collector by natural air flow and pressure difference created by wind. This design decision minimizes energy consumption by avoiding the energy requirements of fans or blowers. The advantage is that contacting the air requires no energy unlike in competing designs which require a large energy draws for capture. Our natural air flow design assumes that the sorbent material moves from a position where it is exposed to open air and wind to a second location, the regeneration harvest chamber, where the collected CO2 is removed from the sorbent with water and air flow. The material currently chosen for the two designs absorbs best when dry and releases CO2 when wet.
The Tiburio batch process design – The batch process as shown in figure #1 collects CO2 when raised above a circular chamber, and collects the CO2 when the fabric material is inside the sealed chamber.
The Continuous Loop Design - The production or harvesting of the CO2 occurs within the chamber as air passes over the belt (the absorption material). The belt will move into the Chamber across the water to prepare the belt for the CO2 harvest. This water chamber, or U-tube, will act as a natural seal for the system. In the Chamber, an air flow will “harvest” the CO2 and deliver the CO2 mixed with air to a secondary tank or application (such as a greenhouse). As the Belt leaves the Chamber, it will be dried before passing back into a collection mode.
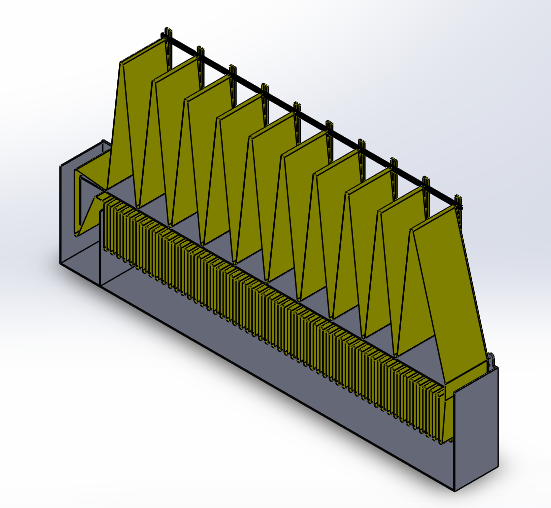 Figure Two, Continuous Loop Belt design
One of the most powerful means of cost reductions is mass-manufacture of goods. As a result, ASU is designing the capture equipment to be built in a fabrication facility and to be mass produced to satisfy potentially large demand. Equipment with large size and weight introduces several challenges including fabrication costs, less “off the shelf” procurement and restrictions on siting. Therefore, rather than scaling up in size, we will scale up in quantity. While this may not reduce the cost for the first-of-a-kind device, it will create the consistent reduction in cost as more air capture technology is produced. This decision keeps the size of the device relatively small and meets our requirement that the final device is packaged into a standard shipping container so that it can easily be delivered to its point of use. Therefore, the design will focus on “off the shelf” parts, equipment and material.
Moisture swing technology for direct air capture trades geographic limitations on its use for more efficient less costly carbon dioxide capture technologies. The point of this note is to show that unit for unit, the moisture swing sorbent has the potential to undercut the costs of competitors and that it, therefore, makes for an exciting and important approach to a novel technology. Our approach to direct air capture is more innovative and therefore riskier, but in taking those risks, it aims to overcome all the challenges critics have raised, and which manifestly plague all the other options.
In conclusion, the direct air capture concept developed at ASU is arguably the most efficient CO2 capture design currently in detailed engineering. ASU has two basic designs currently in the final phases of engineering. The next step is to build an operating scale model.
For more information, please contact Samson Szeto, Communications Program Coordinator for ASU LightWorks®.
Figure Two, Continuous Loop Belt design
One of the most powerful means of cost reductions is mass-manufacture of goods. As a result, ASU is designing the capture equipment to be built in a fabrication facility and to be mass produced to satisfy potentially large demand. Equipment with large size and weight introduces several challenges including fabrication costs, less “off the shelf” procurement and restrictions on siting. Therefore, rather than scaling up in size, we will scale up in quantity. While this may not reduce the cost for the first-of-a-kind device, it will create the consistent reduction in cost as more air capture technology is produced. This decision keeps the size of the device relatively small and meets our requirement that the final device is packaged into a standard shipping container so that it can easily be delivered to its point of use. Therefore, the design will focus on “off the shelf” parts, equipment and material.
Moisture swing technology for direct air capture trades geographic limitations on its use for more efficient less costly carbon dioxide capture technologies. The point of this note is to show that unit for unit, the moisture swing sorbent has the potential to undercut the costs of competitors and that it, therefore, makes for an exciting and important approach to a novel technology. Our approach to direct air capture is more innovative and therefore riskier, but in taking those risks, it aims to overcome all the challenges critics have raised, and which manifestly plague all the other options.
In conclusion, the direct air capture concept developed at ASU is arguably the most efficient CO2 capture design currently in detailed engineering. ASU has two basic designs currently in the final phases of engineering. The next step is to build an operating scale model.
For more information, please contact Samson Szeto, Communications Program Coordinator for ASU LightWorks®.